







 現場監控系統(Shop Floor Control System : SFCs) 是利用條形碼序號來管控每一產品的製造流程,同時系統實時地儲存生產數據,作為追踪管理之用。現場監控系統(Shop Floor Control System : SFCs) 是利用條形碼序號來管控每一產品的製造流程,同時系統實時地儲存生產數據,作為追踪管理之用。在產品製造過程中讀取條形碼,經系統比對固定準則後,若發現有異常時則實時反應給作業人員,以確保流程合理性; 若無異常時,系統實時地儲存產品的生產數據,包括工單、機種、生產地點、生產時間、客戶代碼、不良原因等等資料。在產品製造過程中讀取條形碼,經系統比對固定準則後,若發現有異常時則實時反應給作業人員,以確保流程合理性; 若無異常時,系統實時地儲存產品的生產數據,包括工單、機種、生產地點、生產時間、客戶代碼、不良原因等等資料。之後, SFCs 根據部門特性來統計基本數據,例如訂單進度、工單生產時間與產量、製造良率等等,以提供實時的製造信息,提升生產決策速度。之後, SFCs 根據部門特性來統計基本數據,例如訂單進度、工單生產時間與產量、製造良率等等,以提供實時的製造信息,提升生產決策速度。
現場監控系統(Shop Floor Control System : SFCs) 是利用條形碼序號來管控每一產品的製造流程,同時系統實時地儲存生產數據,作為追踪管理之用。現場監控系統(Shop Floor Control System : SFCs) 是利用條形碼序號來管控每一產品的製造流程,同時系統實時地儲存生產數據,作為追踪管理之用。在產品製造過程中讀取條形碼,經系統比對固定準則後,若發現有異常時則實時反應給作業人員,以確保流程合理性; 若無異常時,系統實時地儲存產品的生產數據,包括工單、機種、生產地點、生產時間、客戶代碼、不良原因等等資料。在產品製造過程中讀取條形碼,經系統比對固定準則後,若發現有異常時則實時反應給作業人員,以確保流程合理性; 若無異常時,系統實時地儲存產品的生產數據,包括工單、機種、生產地點、生產時間、客戶代碼、不良原因等等資料。之後, SFCs 根據部門特性來統計基本數據,例如訂單進度、工單生產時間與產量、製造良率等等,以提供實時的製造信息,提升生產決策速度。之後, SFCs 根據部門特性來統計基本數據,例如訂單進度、工單生產時間與產量、製造良率等等,以提供實時的製造信息,提升生產決策速度。 導入SFCs 系統時必須清楚地定義三種標準化,包括條形碼編碼原則、製造作業流程與生產數據格式。導入SFCs 系統時必須清楚地定義三種標準化,包括條形碼編碼原則、製造作業流程與生產數據格式。藉由信息系統的大量運算特性,來達到下列目的: 藉由信息系統的大量運算特性,來達到下列目的:1. 1. 流程管制彈性化: 依據客戶別來製定條形碼原則,同時依據客戶需求來分解製造流程。流程管制彈性化:依據客戶別來製定條形碼原則,同時依據客戶需求來分解製造流程。在製造流程的關鍵點,讀取條形碼來判斷流程合理性, 確保每一個產品是依據標準作業流程來生產,提升質量穩定性。在製造流程的關鍵點,讀取條形碼來判斷流程合理性, 確保每一個產品是依據標準作業流程來生產,提升質量穩定性。2. 2. 提升數據正確性: 事先定義生產數據格式與條形碼的相對應關係,當在各製程階段讀取條形碼時,系統自動存入相對應的生產數據,避免人為輸入的錯誤現象。提升數據正確性:事先定義生產數據格式與條形碼的相對應關係,當在各製程階段讀取條形碼時,系統自動存入相對應的生產數據,避免人為輸入的錯誤現象。3. 3. 實時性製造信息: 實時性製造信息:SFCs 的系統管制點是從SMT 製程的錫膏印刷作業開始,途程中經過回焊爐、 AOI 測試、 ICT/ATE 測試、 DIP 插件、 ICT/ATE 測試、功能性測試與包裝點SFCs 的系統管制點是從SMT 製程的錫膏印刷作業開始,途程中經過回焊爐、 AOI 測試、 ICT/ATE 測試、 DIP 插件、 ICT/ATE 測試、功能性測試與包裝點,請參閱圖一。 ,請參閱圖一。

圖一: PCBA 製程之SFCs 示意圖( 紅色點表示100% 管制) 圖一: PCBA 製程之SFCs 示意圖( 紅色點表示100% 管制 )導入SFCs 於IA 組裝廠,管制產品包括Barebones 系統、服務器等等。導入SFCs 於IA 組裝廠,管制產品包括Barebones 系統、服務器等等。生產途程有零組件組裝、 Hi-Po 測試、功能性測試前測、 Run-in 測試、功能性測試後測與包裝點,請參閱圖二。生產途程有零組件組裝、 Hi-Po 測試、功能性測試前測、 Run-in 測試、功能性測試後測與包裝點,請參閱圖二。
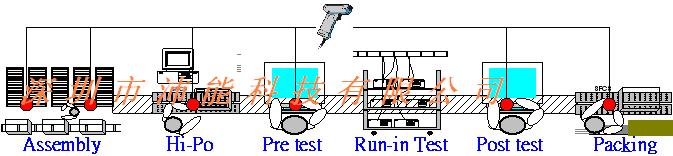
圖二: IA 組裝製程之SFCs 示意圖( 紅色點表示100% 管制) 圖二: IA 組裝製程之SFCs 示意圖( 紅色點表示100% 管制 )SFCs 是以WEB-Based 為使用者接口,全球使用者利用IE 瀏覽器上網方式, 來查閱每個製造廠的生產信息。 SFCs 是以WEB-Based 為使用者接口,全球使用者利用IE 瀏覽器上網方式, 來查閱每個製造廠的生產信息。雖然各製造廠在不同的空間上,但藉由信息科技的全球網絡聯機,在一個網站內形成一個Web-based 虛擬製造廠。雖然各製造廠在不同的空間上,但藉由信息科技的全球網絡聯機,在一個網站內形成一個Web-based 虛擬製造廠。

















SMT 回焊爐機台簡介圖片
  新的回流焊系統! 電子業之所以能夠蓬勃發展,表面黏著技術(SMT, Surface Mount Technology)的發明及精進佔有極大的貢獻。而迴流焊(Reflow)又是表面黏著技術中最重要的技術之一。這裡我們試著來解釋一下迴流焊的一些技術與設定問題。
預熱區預熱區通常是指由溫度由常溫升高至150℃左右的區域﹐在這個區域﹐溫度緩升以利錫膏中的部分溶劑及水氣能夠及時揮 發﹐電子零件特別是IC零件緩緩升溫﹐為適應後面的高溫。但PCB表面的零件大小不一﹐吸熱裎度也不一,為免有溫度有不均勻的現象﹐在預熱區升溫的速度通 常控制在1.5℃~3℃/sec。預熱區均勻加熱的另一目的,是要使溶劑適度的揮發並活化助焊劑,因為大部分助焊劑的活化溫度落在150℃以上。快速升溫有助快速達到助焊劑軟化的溫度,因此助焊 劑可以快速地擴散並覆蓋到最大區域的焊點,它可能也會讓一些活化劑融入實際合金的液體中。可是,升溫如果太快﹐由於熱應力的作用﹐可能會導致陶瓷電容的細 微裂紋(micro crack)、PCB所熱不均而產生變形(Warpage)、空洞或IC晶片損壞﹐同時錫膏中的溶劑揮發太快﹐也會導致塌陷產生的危險。 較慢的溫度爬升則允許更多的溶劑揮發或氣體逃逸,它也使助焊劑可以更靠近焊點,減少擴散及崩塌的可能。但是升溫太慢也會導致過度氧化而降低助焊劑的活性。 爐子的預熱區一般占加熱通道長度的1/4—1/3﹐其停留時間計算如下﹕設環境溫度為25℃﹐若升溫斜率按照3℃ /sec計算則(150-25)/3即為42sec﹐如升溫斜率按照1.5℃/sec計算則(150-25)/1.5即為85sec。通常根據組件大小差 異程度調整時間以調控升溫斜率在2℃/sec以下為最佳。 另外還有幾種不良現象都與預熱區的升溫有關係,下面一一說明: 1. 塌陷:這主要是 發生在錫膏融化前的膏狀階段,錫膏的黏度會隨著溫度的上升而下降,這是因為溫度的上升使得材料內的分子因熱而震動得更加劇烈所致;另外溫度迅速上升會使得 溶劑(Solvent)沒有時間適當地揮發,造成黏度更迅速的下降。正確來說,溫度上升會使溶劑揮發,並增加黏度,但溶劑揮發量與時間及溫度皆成正比,也 就是說給一定的溫升,時間較長者,溶劑揮發的量較多。因此升溫慢的錫膏黏度會比升溫快的錫膏黏度來的高,錫膏也就必較不容易產生塌陷。 2. 錫珠:迅速揮發出來的氣體會連錫膏都一起往外帶,在小間隙的零件下會形成分離的錫膏區塊,迴焊時分離的錫膏區塊會融化並從零件底下冒出而形成錫珠。 3. 錫球:升溫太快時,溶劑氣體會迅速的從錫高中揮發出來並把飛濺錫膏所引起。減緩升溫的速度可以有效控制錫球的產生。但是升溫太慢也會導致過度氧化而降低助焊劑的活性。 4. 燈蕊虹吸現象:這個現象是焊料在潤濕引腳後,焊料從焊點區域沿引腳向上爬升,以致焊點產生焊料不足或空銲 的問題。其可能原因是錫膏在融化階段,零件腳的溫度高於PCB的銲墊溫度所致。可以增加PCB底部溫度或是延長錫膏在的熔點附近的時間來改善,最好可以在 焊料潤濕前達到零件腳與焊墊的溫度平衡。一但焊料已經潤濕在焊墊上,焊料的形狀就很難改變,此時也不在受溫升速率的影響。 5. 潤濕不良:一般的潤濕不良是由於焊接過程中錫粉被過度氧化所引起,可經由減少預熱時錫膏吸收過多的熱量來改善。理想的回焊時間應儘可能的短。如果有其他因素致加熱時間不能縮短,那建議從室溫到錫膏熔點間採線性溫度,這樣迴焊時就能減少錫粉氧化的可能性。 6. 假焊或“枕頭效應”(Head-In-Pillow):假焊的主要原因可能是因 為燈蕊虹吸現象或是不潤濕所造成。燈蕊虹吸現象可以參照燈蕊虹吸現象的解決方法。如果是不潤濕的問題,也就是枕頭效應,這種現象是零件腳已經浸入焊料中, 但並未形成真正的共金或潤濕,這個問題通常可以利用減少氧化來改善,可以參考潤濕不良的解決方法。 7. 墓碑效應及歪斜:曲翹這是由於零件兩端的潤濕 不平均所造成的,類似燈蕊虹吸現象,可以藉由延長錫膏在的熔點附近的時間來改善,或是降低升溫的速率,使零件兩端的溫度在錫膏熔點前達到平衡。另一個要注 意的是PCB的焊墊設計,如果有明顯的大小不同、不對稱、或是一方焊墊有接地(ground)又未設計熱阻(thermal thief)而另一方焊墊無接地,都容易造成不同的溫度出現在焊墊的兩端,當一方焊墊先融化後,因表面張力的拉扯,會將零件立直(墓碑)及拉斜。 8. 空洞(Voids): 主要是因為助焊劑中的溶劑或是水氣快速氧化,且在焊料固化前未即時逸出所致。 浸潤區浸潤區又稱活性區﹐在恆溫區溫度通常維持在150℃±10的區域﹐此時錫膏處于融化前夕﹐焊膏中的揮發物進一步被去 除﹐活化劑開始啟動﹐並有效的去除焊接表面的氧化物﹐PCB表面溫度受熱風對流的影響﹐不同大小﹐質地不同的零組件溫度能保持均勻﹐板面溫度差△T接近最 小值。曲線形態接近水平狀﹐它也是評估回流爐工藝的一個窗口﹐選擇能維持平坦活性溫度曲線的爐子將提高焊接的效果﹐特別是防止立碑缺陷的產生。通常恆溫區 在爐子的2﹐3區之間﹐維持時間約為60~~120s﹐若時間過長也會導致錫膏氧化問題﹐以致焊接後飛珠增多。迴焊區回焊區溫度最高﹐通常叫做液態以上時間(TAL, time above liquidous)。此時焊料中的錫與焊墊上的銅或金由於擴散作用而形成金屬間的化合物﹐以錫銅合金為例﹐當錫膏融化後﹐並迅速潤濕銅層﹐錫原子與銅原 子在其介面上互相滲透初期Sn-Cu合金的結構為Cu6Sn5﹐其厚度為1-3μ, 回流區時爐子內的關鍵階段,因爲裝配上的溫度梯度必須最小,TAL必須保持在錫膏製造商所規定的參數之內。産品的峰值溫度也是在這個階段達到的 – 裝配達到爐內的最高溫度。必須小心的是,不要超過板上任何溫度敏感元件的最高溫度和加熱速率。例如,一個典型符合無鉛製程的鉭電容具有的最高溫度爲 260°C只能持續最多10秒鐘。理想的,裝配上所有的點應該同時、同速率達到相同的峰值溫度,以保證所有零件在爐內經歷相同的環境。在回流區之後,産品 冷卻,固化焊點,將裝配爲後面的工序準備。控制冷卻速度也是關鍵的,冷卻太快可能損壞裝配,冷卻太慢將增加TAL,可能造成脆弱的焊點。迴流焊的峰值溫度,通常取決於焊料的熔點溫度及組裝零件所能承受的溫度。一般的峰值溫度應該比錫膏的正常熔點溫度要高出約25~30°C,才能順利的完成焊接作業。如果低於此溫度,則極有可能會造成冷焊與潤濕不良的缺點。 冷卻區一般認為冷卻區應迅速降溫使(錫膏)焊料凝固。迅速冷卻也可以得到較細的合晶結構,提高焊點的強度及焊點光亮,表面連續並呈彎月面狀。相反的,在熔點以上緩慢的冷卻容易導致過量的介金屬化合物產生及較大合晶顆粒,降低抗疲勞強度。採用比較快的冷卻速率可以有效嚇阻介金屬化合物的生成。 在加速冷卻速度的同時須注意到零件耐衝擊的能力,一般的電容所容許的最大冷卻速率大約是4°C/min。過快的冷卻 速率很可能會引起應力影響而產生龜裂(Crack)。也可能引起焊墊與PCB或焊墊與焊點的剝離,這是由於零件、焊料、與焊點各擁有不同的熱膨脹係數及收 縮率的結果。 | |||||||
| |||||||





 我們已經通過無鉛認證回流系統,無鉛產品已在的機器上運行
我們已經通過無鉛認證回流系統,無鉛產品已在的機器上運行1.依照Standard operating instructions檢查測溫盒。
2.測溫盒是否有無效驗日期?
3.測溫盒是否適用日期內?
4.測溫盒是否經過設備工程師檢查過?是否是堪用品?
5.有無經過QA人員稽核?
6.測溫盒是否變形 ?電熱偶接頭有無故障?
7.設溫盒電腦輸入圓形接頭有無故障?
8.是否按照測溫盒301點檢表逐一點檢?
9.測溫盒301點檢表點檢完畢後,有無設備工程師認可與QA人員進行稽核?
依照Standard operating instructions進行測溫專用【 Printed circuit board 】點檢
1.檢查測試(PCB)測溫板上連接線有無貼隔熱膠帶,連接線線有無脫落,接觸不良並有無耐高溫護套保護連接線,測溫板上 BGA與 IC 是否良品?有無異樣?有無效驗日期是否在適用日期內?,有無校正人員蓋章加以確認。
.2.檢查測溫板(PCB)外接連接線與連接器是否有龜裂、斷線、接觸不良、連接器是否堪用等。
3.測溫板是否是合格的有鉛專用板或無鉛專用測試板?
4.測溫板上的BGA與IC零組件是否檢查過之合格品?
5.測溫板上的BGA與IC零組件是否是用無鉛或有鉛銲錫所黏著?
6.有無檢查測溫板序號是否正確?
7.有無專人管理測溫板,並有無QA人員作定期稽核認證?
8.有無設備工程師定期檢查與維修保養?
9.測溫人員有無按照測溫板點檢表項目逐一檢查?是否落實檢查項目?
進行測溫盒溫度設定作業:
首 先測溫板連接線插入測溫盒電熱偶後,測溫盒圓形接頭插入電腦連接(輸入)線,進入Shop Floor Control Reflow系統,打開測溫盒電源,再依照(sop)點選機種、 錫膏加以設定,後再點選kic2000系統,點溫度曲線圖畫面進入溫度設定將每一區溫度照機種(sop)圖上所示進行修正後再依機種(sop)圖上所示進 行BGA與IC測試參數作調整設定,設定好後請點選check後將輸入線拔除,再進行測溫盒,測溫板與pcb夾具進行組裝,完成後,再進行點檢一次,無誤 後送至迴焊爐,準備測溫作業。 測溫前迴焊爐的電腦作業系統進行更新作業,依照機種(sop) 圖上所示進行點選機種後再進各區溫度設定,迴焊爐速度設定,然後進入資料夾點選(pcb)板的正面(Top)(背面BoT)的設定,(PCB)正、背面板 的溫度與速度完全不相同。請遵照機種的(sop)作業,請再依照機種(sop)圖上所示檢查SMT線上所用之錫膏與PCB板是否正確?錫膏種類與PCB板是否符合無鉛製程專用,品名是否正確?錫膏與PCB板是否符合無鉛製程? 點檢完畢後,才可進行測溫。
紅外線回焊爐作業:按照 Standard operating instructions為作業準則,開始檢查 Test board, Temperature box 有無效驗日期後,再進入Shop Floor control System 進行Temperature box 回焊爐溫度測試盒設定後送至紅外線回焊爐 開始 Reflow test Temperature 作業,Reflow test Temperature OK 後再進入Shop Floor control System(Sfcf) 系統Reflow曲線圖報表畫面,進行Reflow曲線圖表,檢查溫度、乾、溼度有無異常現象,是否在範圍內,異常時通知產線停止回焊爐作業,並立刻填寫製程異常通知書面報告,通知製程工程師,待製程工程師與設備工程師製程異常緊急變更與維修後確認無誤後,設備工程師進行機台維修及製程工程師檢查測溫作業是否有錯誤,檢查維修及由製程工程師調整修改製程參數後重新再次進行測溫作業,至回焊爐測溫正常為止。檢查Reflow曲線圖報表測溫正常無誤後,列印Reflow test Temperature 報表,由Signature Confirmation Process Engineer,並由QA人員稽核,後再 key in X -MR control charts 檔案備查,Reflow test temperature 製程確認無異狀時,通知產線再次按照回焊爐Standard operating instructions進行確認動作後方可生產作業,開始做Printed circuit board electronic components are surface- 首件,首件成品再以x-ray 機台進行 Printed circuit board Scan x-ray 檢查 BGA、IC作業, 有無 短路(short)、少錫、氣泡(void)空泡,銲錫不良等現象以Standard operating instructions 為檢查作業準則,並加以存檔,發現x-ray 機台進行 Printed circuit board Scan x-ray 檢查 BGA、IC作業有短路(short)、少錫、氣泡(void)空泡,銲錫不良現象時立刻填寫製程異常通知書面報告,通知製程工程師,並通知產線停止生產作業,待製程工程師與設備工程師製程異常緊急變更與維修後確認無誤後,產線方可正常生產作業。
對於Reflow. 迴焊爐在規格調整配置作業,:迴焊爐機台溫度設定錯誤未依規格配置所照成爆料 、冷焊 、空焊等銲錫不良,報廢品。


AOI 最大的優點就是可以取代以前SMT爐前爐後的人工目檢作業,而且可以比人眼更精確的判斷出SMT的打件組裝缺點。但就如同人眼一般,AOI基本上也僅能執 行物件的表面檢查,所以只要是物件表面上可以看得到的形狀,它都可以正確無誤的檢查出來,但對於藏在零件底下或是零件邊緣的焊點可能就有點力有未逮,當然 現在有許多的AOI已經可以作到多角度的攝影來增加其對於IC腳翹的檢出能力,並增加某些被遮蔽的元件的攝影角度,以提供更多的檢出率,但是還是效果總是 不盡理想,難以達到100%的含蓋率。
其實,AOI最大的缺點是有些灰階或是陰影明暗不是很明顯的地方,就也比較容易出現誤判(false reject)的情況,這些或許可以使用不同顏色的燈光來加以判別,但最最麻煩的還是那些被其他零件遮蓋的元件以及位於元件底下的焊點,因為傳統的AOI 只能檢測直射光線所能到達的地方,像是屏蔽框肋條或是其邊緣底下的元件,往往就會因為AOI檢測不到而漏了過去。
所 以一般的電路板組裝生產線,甚少僅使用AOI來確保其組裝品質,通常還得經過ICT(In-Circuit Test)以及功能測試,有些產線還會在多加一台AXI(Auto-Xray-Inspection),利用X-Ray來隨線檢查元件底下焊點(如 BGA)的品質。
就我的瞭解目前的AOI應該可以完全檢查出下列的打件缺點,而這些缺點在人工目檢的時候,沒有失誤的情況下也大多可以檢查出來:
- 缺件 (Missing)
- 偏斜(Skew )
- 墓碑 (tomestone)


另外,由於光學檢查受制於光線、角度、解析度..等等因素,所以下列這些缺點只有在某些條件之下才可以檢查出來,但比較難以達到百分百的檢出率,也就是說:
- 錯件 (wrong component) :如果是形狀不一樣的錯件,或是表面有不同印刷的零件,AOI應該也可以檢查出來。但如果外觀沒有明顯不同,也沒有表面印刷,比如說0402尺寸以下的電阻及電容,這些就很難利用AOI來檢出。
- 極性反 (Wrong polarity):這點也必須取決於零件本身有否標示零件極性的符號,或是外觀形狀的差逸才可以執行。
- 腳翹 (lead lift) 、腳變形(lead defective):
- 嚴重的腳翹可以經由光線反射的明暗不同的判斷出來,但輕微腳翹可以就有些困難。嚴重的腳變形也可以很容易的使用AOI來檢測,輕微的腳翹則閉需要是情況而定,這通常取決於參數調整的嚴格與否,更取決於工程師或操作員的經驗值。
- 錫橋 (solder bridge) :
- 一般來說錫橋很容易檢查得出來,但如果是藏在零件底下的錫橋就無法度了。像有些連接器(connector)的錫橋都發生在元件本體的底部,這時候使用AOI就沒有辦法檢測出來。
- 少錫 (insufficient solder) :
- 錫量嚴重不足時當然可以使用AOI輕易的判斷,但是錫膏量印刷的多寡總會有些誤差,這時候就需要收集一定數量的產品來判斷的多寡
- 假焊、冷焊: 這個是最討厭的問題,因為光由外表通常很難檢查出來有有假、冷焊,就算可以利用其外觀形狀來判斷,但其差異真的非常小,把參數調得太嚴的話又容易誤判。像這類問題總需要經過一段時間的調校後才能得出最佳的參數。



- 總 之,AOI雖然好用但確實也有些先天上的限制,不過用在即時的SMT初步品質分析,並馬上回饋SMT的品質狀況,並加以改善,的確可以有效提高SMT的產 出良率。一般使用ICT測試機台抓到問題再反應給SMT通常已經是24小時以後的時間差了,那時候的SMT狀況通常已經改變,甚至已經換線了。所以就品質 管控的角度來看,AOI確實有其存在的必要。


X射線檢測設備半導體, 檢查PCB和SMT專用

X-RAY機台操作簡介


別忘了!測完回焊爐的溫度一定要做首件由X-RAY檢查 Printed circuit board上BGA與IC有無短路(short)、少錫、氣泡(void)空泡.....等其他銲錫不良現象。
如何由X-Ray來判斷BGA有否空焊
如果你是個SMT工程師,那你一定用過X-Ray,也用它看過BGA,可是你看來看去BGA的焊球(ball)都一樣,你如何判斷BGA有沒有空焊?通常來說,一般人使用X-Ray都只能看看焊錫有沒短路(short)、少錫、氣泡(void),但如果要用來判斷BGA的錫球(ball)是否有空焊就有點難,其實如果細心一點的話還是可以找到一點蛛絲馬跡來判斷是否有空焊。
一 般來說X-Ray照出來的影像都只是簡單的2D投影畫面,用它來檢查短路(short)很容易,但用它來檢查空焊就難倒了不少人,因為每苛求看起來都是圓 的,實在看不出來有沒有空焊,雖然近年來也有號稱可以照出3D影像的X-Ray,但是所費都不眥啊!而且能否如商家所宣稱的那麼神奇,實在不敢妄想。
這裡分享你一個小撇步,如何用傳統的2D平面X-Ray影像判斷BGA是否空焊。
BGA錫球變大造成空焊
首先想想同一個BGA, IC的錫球應該都是一樣的大小,其中如果有些錫球是空焊,有些球是焊錫完整,那這兩種焊錫的形狀是否會有些不一樣?答案是肯定的,試想同樣體積的錫球經過 壓縮後,好的焊錫會有一部份錫球的錫分散到PCB的焊墊(pad)而使焊球變小;有空焊的錫球則不會,錫球經過壓縮後反而會使錫球變大。下圖表示同樣大小的錫球發生空焊時,錫球的直徑反而會變大,當然最好比較一下正常板子的焊球是否都一樣大,因為有些板子的設計會造成錫球變得比較小,後面會再詳述。
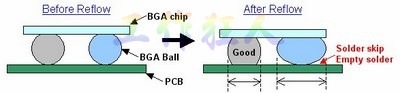
▼下圖為實際的例子說明錫球直徑變大,表示焊錫空焊(solder skip)。
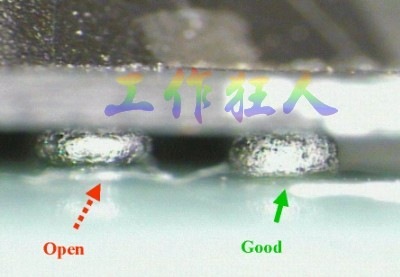
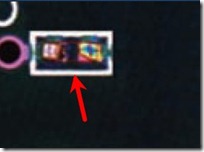
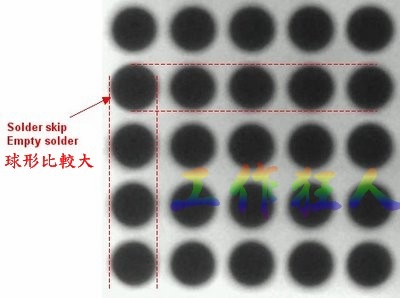
▼從下面這張X-Ray的圖片,你可以看得出來哪一顆BGA錫球空焊了嗎?運用一下上

▼現在我畫幾條直線你再看看是否有發現那一顆BGA的錫球比較大,有空焊的可能?再回去看一下上面那張圖,確認看看你沒有看走眼。
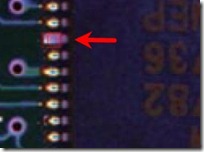
導通孔(vias)導至錫量不足的空焊
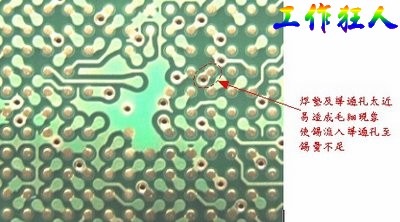
另外一種空焊現象是錫量不足,這種現象通常發生在焊墊有導通孔(via)的時候,因為錫球流經迴流焊(Reflow)時部分的錫會因為毛細現象(wicking)流進導通孔而造成錫量 不足,有時候導通孔在焊墊旁也會造成這樣的問題。這時候從X-Ray上看出來的球體就會變小,錫量被導通孔吃到掉太多就會空焊。通常我們不建議導通孔做在 焊墊上,焊墊旁的導通孔也要用綠漆(solder mask)蓋起來,以後會討論導通孔在墊(via in pad)的缺點及補救辦法。
▼這是導通孔(via)擺在焊墊旁(solder pad)的不良設計,這種設計焊錫非常容易流進通孔而造成錫量不足的空焊現象。
錫球內有氣泡產生空焊
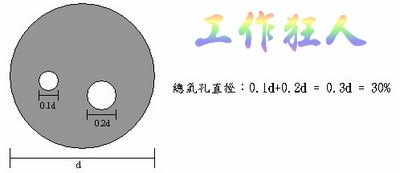
還 有一種BGA空焊形成的原因是錫球中有氣泡(voids),根據IPC7095 7.4.1.6的規範,一般電子業適用於 Class 1 ,其所有氣泡的孔直徑加起來,不可以超過BGA直徑的60%。 如果氣泡太大就會造成空焊或焊錫斷裂的現象。(2010/11/22更正,一般電子產品應適用於Class 1,而非Class 3,另新增各種等級的解釋)- Class 1:適用於一般消費性電子產品。BGA的氣泡要求要不得大於60%(直徑)或36%(面積)。
- Class 2:適用於商業/工業用的電子產品。BGA的氣泡要求要不得大於42%(直徑)或20.25%(面積)。
- Class 3:適用於軍用/醫療用的電子產品。BGA的氣泡要求要不得大於30%(直徑)或9%(面積)。
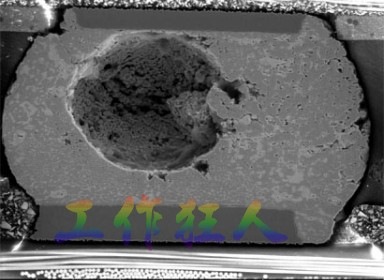
▼錫球氣泡大到足以影響到焊接的品質,下圖是錫球切片後的剖面,可以很明顯看到氣泡已經有錫球的 1/3 大了。
▼這是由X-Ray照出來的錫球氣泡,有些氣泡已經大到 0.5d 了。

還有一種BGA空焊形成的原因是錫球中有氣泡(voids),根據IPC7095 7.4.1.6的規範,一般電子業適用於 Class III 的總氣孔直徑要求需<30%。 如果氣泡太大就會造成空焊或焊錫斷裂的現象。"
您這裡講的規範是否是說,所有氣泡的直徑加起來,不能超過BGA球直徑的30%
做完X-RAY首件,Production line才能正常生產喔!
















沒有留言:
張貼留言